
- Способи з'єднання
- Типи мідних фітингів під пайку
- Витратні матеріали та інструменти
- Покрокова технологія паяння міді
Допоможіть розробці сайту, ділитися статтею з друзями!
Повністю водопроводи або опалення з міді сьогодні роблять нечасто, але все-таки роблять. Якщо перерахувати кількість років, протягом яких може служити мідь, виходить не те що недорого, а дуже дешева. Тим не менш, сам матеріал не найдешевший, але можна заощадити на монтажі - паяння мідних труб не найскладніше у світі заняття. Є певні правила та особливості, знаючи які можна досягти якісного з'єднання.
Види мідних труб та їх використанняНа ринку є два типи мідних труб: відпалені та невідпалені. Відпалені після формування проходять додаткову термічну обробку - нагрівають їх до 600-700°C.Ця процедура повертає матеріалу еластичність, що втрачається при формуванні. Тому відпалені труби дорожчі, але й гнучкіші - можуть виносити навіть замерзання води. До недоліків даних виробів можна віднести меншу міцність - вона знижується через нагрівання.

Невідпалені мідні труби міцніші, але практично не гнуться. При розведенні водопроводу або опалення їх нарізують на шматки, а всі відводи роблять за допомогою відповідних фітингів.
Є мідні труби з різною товщиною стінки, продаються відпалені в бухтах по 25 і 50 метрів, невідпалені прогонами по 3 метри. Якщо говорити про чистоту матеріалу, то згідно з ГОСТом 859-2001 у виробах повинно бути не менше 99% міді.Способи з'єднання
Найчастіше з'єднуються труби з міді за допомогою паяння та набору спеціальних фасонних елементів - фітингів. Є також фітинги під опресування. У них є канавки з встановленим гумовим кільцем ущільнювача.Обтискаються вони спеціальними кліщами. Але дана технологія використовується нечасто - пайка вважається надійнішою.

Є дві технології паяння мідних труб з використанням різних припоїв:
- Низькотемпературна - з м'яким припоєм. Саме наш випадок. Цей тип з'єднання застосовується під час прокладання водопроводів та систем опалення з температурою робочого середовища до 110°C. Низькотемпературна – це відносне поняття. У зоні паяння матеріали розігріваються до 250-300°C.
- Високотемпературне паяння з твердим припоєм. Цей тип з'єднання використовується в мережах з високим тиском і температурою середовища, що транспортується. У побутових мережах - рідко (хоча ніхто не забороняє), частіше в промислових.
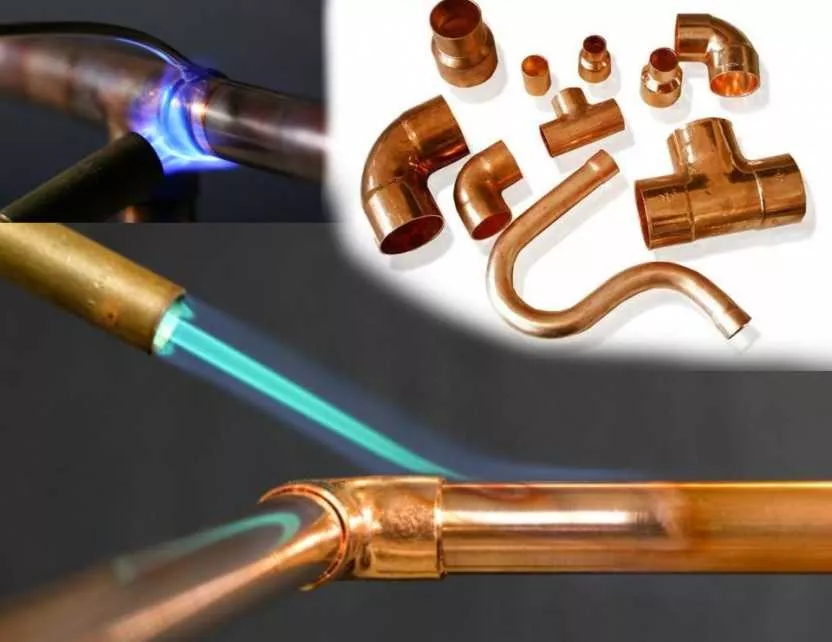
Якого типу паяння мідних труб використовувати - ваш вибір. Обидва типи підходять як водопроводу, так опалення. Але для високотемпературного потрібен професійний пальник, у той час, як м'який припій можна розплавити навіть паяльною лампою або недорогим ручним пальником з невеликим одноразовим балоном з газом.Для з'єднання мідних труб малого діаметра більше і не потрібно.
Типи мідних фітингів під пайку
Взагалі, є понад два десятки різних фасонних елементів для мідних труб - фітингів, але найчастіше застосовуються три види :
- муфти - для з'єднання двох труб;
- куточки - для повороту;
- трійники - для створення розгалужень у трубопроводі.
Кількість використаних фітингів можна мінімізувати - мідь можна гнути, через що зменшиться кількість необхідних куточків. Також за бажання можна обійтися і без муфт: один кінець труб можна розширити (використовуючи розширювач) так, щоб у нього зайшла труба і залишився зазор для попадання туди припою (порядка 0,2 мм). При створенні розширення труби повинні перекриватися не менше ніж на 5 мм, але краще - більше.
Без чого складно обійтися - так це без трійників. Для врізання відведення є обладнання - відборовщик, але належить він до професійного і коштує чимало. Так що в цьому випадку дешевше і простіше обійтися трійниками.
 Є два типи фітингів - звичайні, з розтрубами, які забезпечують необхідний зазор для затікання припою. У зону зварювання припій подається вручну. Є фітинги із вмонтованим припоєм. Тоді на розтрубі формується канавка, в яку, при виробництві, встановлюється шматок припою, що робить процес паяння простіше - треба лише нагріти зону зварювання, але веде до подорожчання фітингів.
Є два типи фітингів - звичайні, з розтрубами, які забезпечують необхідний зазор для затікання припою. У зону зварювання припій подається вручну. Є фітинги із вмонтованим припоєм. Тоді на розтрубі формується канавка, в яку, при виробництві, встановлюється шматок припою, що робить процес паяння простіше - треба лише нагріти зону зварювання, але веде до подорожчання фітингів.
Витратні матеріали та інструменти
Крім труб і фітингів, знадобляться ще пальник, припій та флюс - для самої пайки. А ще трубогиб і кілька супутніх дрібниць для обробки перед початком робіт.

Припій та флюс
Пайка мідних труб будь-якого типу відбувається за допомогою флюсу та припою. Припій - це сплав зазвичай на основі олова з певною температурою плавлення, але обов'язково нижче ніж у міді. Він подається в зону паяння, розігрівається до рідкого стану і затікає до з'єднання.Після охолодження забезпечує герметичні та міцне з'єднання.
Для аматорської пайки мідних труб своїми руками підійдуть припої на основі олова з додаванням срібла, вісмуту, сурми, міді. Кращими вважаються склади з додаванням срібла, але найдорожчі, оптимальні - з мідною добавкою. Є ще з добавкою свинцю, але вони не повинні використовуватися під час розведення водопроводу. Всі ці види припою забезпечують хорошу якість шва та легку пайку.

М'який припій продається в невеликих котушках-бобінах, жорсткий - у пачках, нарізаний на шматки.
Перед початком паяння місце з'єднання обробляють флюсом. Флюс – це рідкий або пастоподібний засіб, який забезпечує затікання розплавленого припою у з'єднання. Особливо вибирати тут нема чого: підійде будь-який флюс для міді. Ще - для нанесення флюсу знадобиться маленький пензлик. Краще - з натуральною щетиною.
Пальник
Для роботи з м'яким припоєм можна купити невеликий ручний пальник з одноразовим газовим балоном. Ці балони кріпляться до ручки, мають об'єм від 200 мл. Незважаючи на мініатюрність, температура полум'я - від 1100°C і вище, чого більш ніж достатньо для розплавлення м'якого припою.
На що варто звернути увагу - це наявність п'єзорозпалу. Ця функція не зайва - простіше буде працювати. На ручці ручного газового пальника розташований вентиль. Він регулює довжину полум'я (інтенсивність подачі газу). Цим же вентилем перекривається газ, якщо пальник треба згасити. Безпека забезпечує зворотний клапан, який за відсутності полум'я перекриє подачу газу.

На деяких моделях встановлено відбивач полум'я. Він не дає розсіюватися полум'ю, створюючи більш високу температуру в зоні паяння. Завдяки чому пальник з відбивачем дозволяє працювати в найнезручніших місцях.
При роботі в побутовими та напівпрофесійними моделями треба бути акуратними - не перегрівати агрегат, щоб не розплавився пластик. Тому виконувати за один раз багато пайок не варто - краще дати обладнанню охолонути і підготувати в цей час наступне з'єднання.
Супутні матеріали
Для нарізування мідних труб необхідний труборіз або ножівка з лезом по металу. Зріз має бути строго вертикальним, що забезпечує труборіз. А для гарантії рівного зрізу за допомогою ножівки можна використовувати звичайне теслярське стусло.

При підготовці труб їх треба зачищати. Для цього є спеціальні металеві щітки та йоржики (для зачистки внутрішньої поверхні), але можна обійтися наждачним папером із середнім та дрібним зерном.
Для видалення задирок зі зрізів є фаскознімач. Відпрацьована ними труба краще заходить у фітинг – його розтруб лише на частки міліметра більше, ніж зовнішній діаметр. Тож найменші відхилення призводять до труднощів. Але, в принципі, можна все усунути наждачним папером. Потрібно лише більше часу.
Ще бажано мати захисні окуляри та рукавички. Більшість домашніх майстрів нехтують цими засобами безпеки, але опіки – це дуже неприємно. Це всі матеріали та інструменти, необхідні для паяння мідних труб.
Покрокова технологія паяння міді
Пайка мідних труб починається з підготовки з'єднання. Від якості підготовки залежить надійність з'єднання, тому приділяйте цьому процесу достатньо часу та зусиль.
Підготовка з'єднання
Як уже казали, зріз труби повинен бути строго вертикальним, без задирки, труба не повинна бути зам'ятою, край - рівний і гладкий. Якщо є хоч невеликі відхилення, беремо фаскознімач або наждачний папір і доводимо зріз до ідеалу.

Далі беремо фітінг, вставляємо в нього трубу. та частина, яка заходить у розтруб, вимагає очищення. Трубу виймаємо і шкіркою знімаємо верхній окислений шар із цієї частини труби. Потім ту ж операцію проводимо з внутрішньою поверхнею розтруба.
Нанесення флюсу
Флюс наноситься на всю зачищену поверхню - зовні труби та всередині фітинга. Тут ніяких складнощів - пензликом рівномірно розподіляють склад.

Пайка
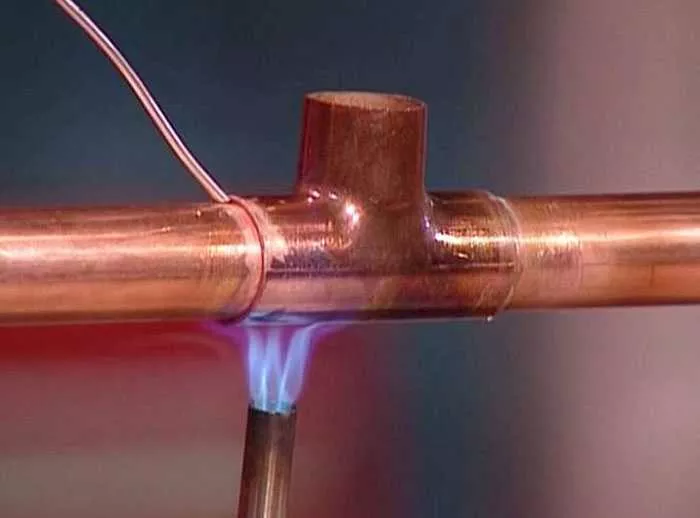
Оброблені фрагменти трубопроводу вставляються один в інший і фіксуються. Якщо є помічник, він може притримати частини нерухомо. Якщо ні - доведеться хитрувати самостійно. Далі розпалюється пальник, полум'я прямує на місце з'єднання. Температура полум'я від тисячі градусів і вище, а нагріти місце з'єднання треба до 250-300°C, а це займає 15-25 секунд. Можна при цьому орієнтуватися на колір флюсу - як тільки він потемнів, настав час вводити припій.
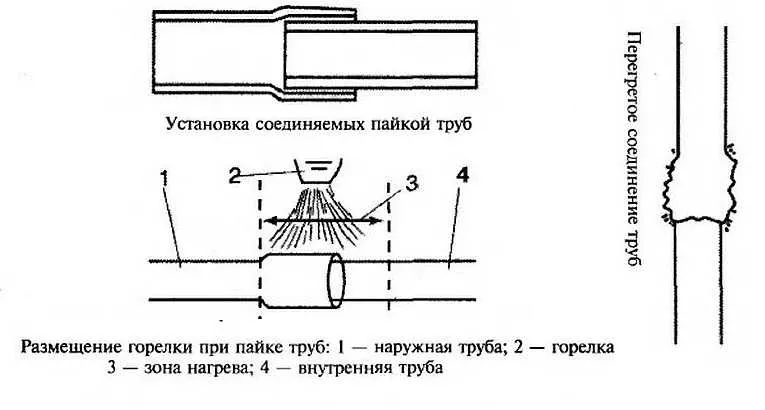
Щоб прогрівання було рівномірним, полум'я пальника направляйте посередині стику. Тоді прогрівається вся зона зварювання рівномірніше.

Припій вводять у місце стику - де з'єднується фітинг та труба. У міру нагрівання він починає плавитися, розтікається і заповнює зазор між елементами. Нанести його можна лише на половину довжини - розплавившись, він затіче в інше з'єднання.Власне, це все – паяння мідних труб закінчено. Всі інші сполуки роблять також.
При використанні жорсткого припою все майже також, тільки застосовуються інші горіли - газополум'яні, і в процесі паяння треба трубу провертати, намотуючи припій, що розм'якшився, на трубу.