
- Як варити тонкий метал інвертором
- Техніки та методи зварювання тонких листів металів
- Зварювання оцинковки
Допоможіть розробці сайту, ділитися статтею з друзями!
Зварювання тонкого металу - проблема навіть для деяких зварювальників з досвідом. Початківцям у зварній справі взагалі доводиться тяжко. Тут працюють зовсім не ті правила, що при зварюванні товстих виробів: є безліч особливостей і складнощів, через що важче підбирати режими та електроди. Простіше це робити зі зварювальними напівавтоматами, але вони в побуті – досить рідкісне явище, набагато частіше зустрічаються інвертори. Ось про зварювання тонкого металу інвертором і йтиметься.
І перша складність при зварюванні металу невеликої товщини полягає в тому, що сильно нагрівати його не можна: він прогорає, утворюються дірки.Тому працюють за принципом «чим швидше, тим краще» і ні про які траєкторії руху електродів не йдеться взагалі. Тонколистовий метал варять проводячи електрод в одному напрямку - вздовж шва без будь-яких відхилень.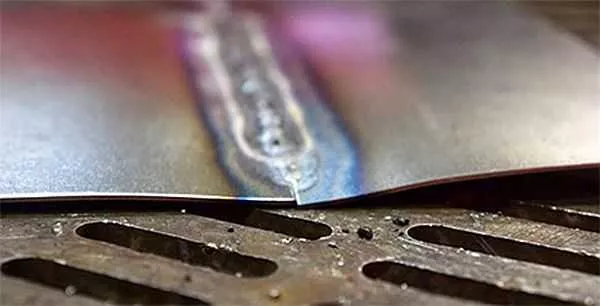
Друга складність полягає в тому, що працювати потрібно на малих струмах, а це призводять до того, що дугу доводиться робити коротку. За незначного відриву вона просто гасне. Можуть також виникати проблеми з розпалом дуги, тому використовуйте апарати з гарною вольт-амперною характеристикою (напруга холостого ходу вище 70 В) та плавним регулюванням зварного струму, що починається від 10 А.
Ще одна неприємність: при сильному нагріванні відбувається зміна геометрії тонких листів: їх вигинає хвилями. Цього недоліку позбутися дуже важко. Єдиний варіант - постаратися не перегрівати або відвести тепло (про метод з тепловідвідними прокладками читайте нижче).При зварюванні встик тонких листів металу, їх кромки ретельно обробляють і зачищають.Наявність забруднень та іржі зробить зварювання ще більш проблематичним. Тому ретельно все вирівняйте та зачистіть. Мають у своєму розпорядженні листи дуже близько один до одного - без зазору. Деталі фіксують струбцинами, притисками та іншими пристроями. Потім деталі прихоплюють кожні 7-10 см короткими швами - прихватками. Вони не дадуть деталям зміститися і їх з меншою ймовірністю погніт.

Як варити тонкий метал інвертором
Зварювальні апарати, що видають постійний струм, хороші тим, що ми можемо варити на зворотній полярності. Для цього до "+" підключаємо кабель з тримачем електрода, а "-" чіпляємо до деталі. При такому підключенні більше нагрівається електрод, а метал прогрівається мінімально.
Про те, як вибрати зварювальний інвертор для будинку чи дачі читайте тут.
Варити необхідно з використанням найтонших електродів: від 1,5 мм до 2 мм. При цьому вибирати потрібно з високим коефіцієнтом розплавлення: тоді навіть за малих струмів шов буде якісним.Струм виставляється маленький. Для електродів розміром 1,5 мм він повинен бути близько 30-45 ампер, для «двійки» - 40-60 ампер. Реально ставлять іноді і нижче: важливо, щоб ви змогли працювати.| Товщина металу, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Діаметр електрода, мм | 1,0 мм | 1,6 мм - 2 мм | 2 мм | 2,0 мм - 2,5 мм | 3 мм |
| Сила струму, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
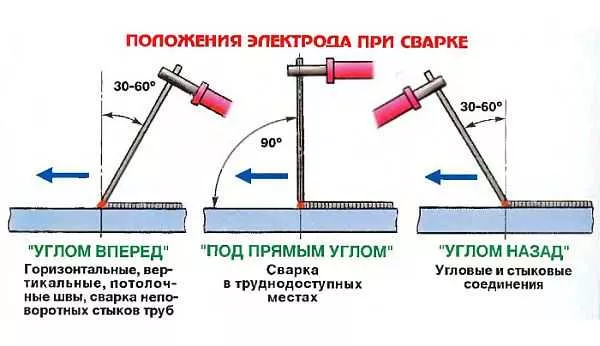
Щоб метал менше нагрівався, деталі ставлять у вертикальному або хоча б похилому напрямку.Тоді варять зверху-вниз, рухаючи кінчик електрода строго в цьому напрямку (не відхиляючи і не повертаючи). Кут нахилу - кутом уперед, у своїй його величина 30-40°. Так прогрівання металу буде мінімальним, а це для зварювання тонких металів - одне з найважливіших завдань.
Загальна рекомендація щодо вибору електродів для зварювання тонких металів: купіть для такої роботи якісні імпортні електроди. Проблем буде в рази менше.
Про виготовлення сараю на металевому каркасі читайте тут.
Техніки та методи зварювання тонких листів металів
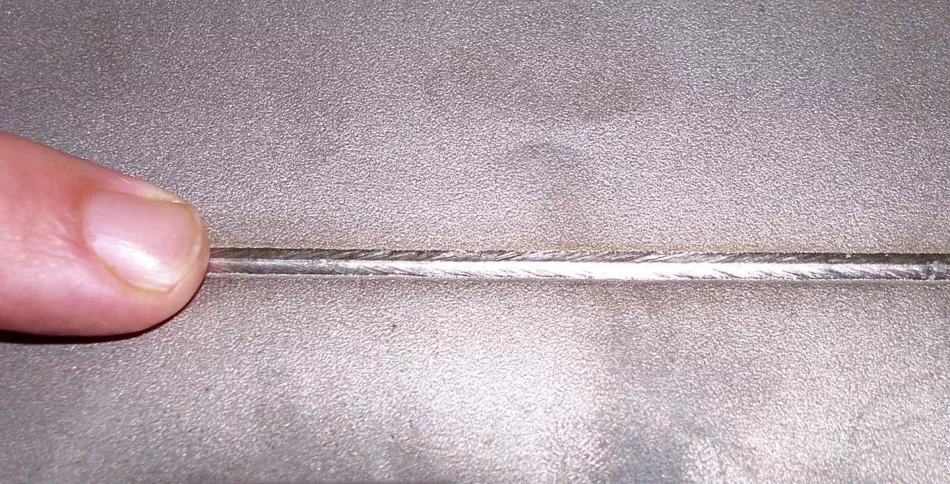
Іноді тонкі листи потрібно зварювати під кутом. У цьому випадку зручніше використовувати метод відбортування: кромки листа відгинають на необхідний кут, скріплюють короткими поперечними швами через кожні 5-10 см. Після зварюють як говорилося вище: безперервним швом зверху-вниз.У відео показано, як варити тонкий листовий метал електродом за допомогою зварювального інвертора. Використовується метод відбортування: краї деталей відгинаються, потім прихоплюються в кількох місцях короткими швами. Після йде зварювання тонким електродом завтовшки 2 мм.
Не завжди виходить при зварюванні без відриву уникнути пропалу. Тоді можна спробувати відривати на кілька миттєвостей дугу, а потім знову опускати електрод у те саме місце і просувати його ще кілька міліметрів. Так, відриваючи та повертаючи дугу, і варити. При такому методі виходить, що метал за час відриву дуги встигає остигати. На відео ви побачите, як змінюється колір місця зварювання після того, як електрод забрали. Головне - не дати металу охолонути надмірно сильно.
Зварювання тонкого металу з відривом дуги продемонстровано в першій частині відео. Спосіб стикування - внахлест (одна деталь перекривається другою на 1-3 см), використовується електрод з рутиловим покриттям (для конструкційних та низьколегованих сталей). Потім показано зварювання нержавіючої сталі нержавіючим електродом з основною обмазкою, і на завершення тим же електродом з нержавіючої сталі проварений стик чорного металу. Шов, до речі, вийшов якіснішим, ніж при використанні рекомендованих електродів.
Про вибір електродів для зварювання інверторним апаратом читайте тут.
Якщо при зварюванні тонкого металу не потрібно створення безперервного шва, використовують точковий шов. При такому способі зварювання невеликого розміру прихватки знаходяться на невеликій відстані один біля одного. Такий спосіб називається уривчастим швом.

Взагалі варити зварюванням тонке залізо встик складно. Внахлест простіше: не так перегрівається деталі і менше шансів, що все «поведе».
Про типи зварних швів та з'єднань читайте тут.
При електрозварюванні тонкого металу встик можна між листами прокласти тонкий дріт діаметром 2,5-3,5 мм (можна оббити обмазку на пошкоджених електродах і використовувати їх). Її мають у своєму розпорядженні так, щоб з лицьового боку вона була врівень з поверхнею металу, а з виворітної виступала майже на половину діаметра.При зварюванні дугу ведуть цим дротом. Вона і приймає основне термічне навантаження, а листи металу, що зварюються, прогріваються периферійними струмами. При цьому вони не перегріваються, їх не жолобить, шов виходить рівний, без ознак перегріву. Після видалення дроту важко розглянути сліди того, що він був присутній.
Ще один спосіб - під місце стику покласти пластини міді. Мідь має дуже високу теплопровідність – у 7-8 разів вище, ніж у сталі. Покладена під місце зварювання вона значну частину тепла відбирає, не допускаючи перегріву металу. Цей метод зварювання тонких металів називають «з підкладками, що відводять тепло».
Як зварити альтанку з металу читайте тут Можливо, вам буде цікаво прочитати як зробити мангал із газового балона чи металу? Річ потрібна і для освоєння зварювання потрібна.
Зварювання оцинковки
Оцинкована сталь - та ж тонка листова, тільки вкрита шаром цинку.Якщо вам необхідно зварити її, на кромках під зварювання доведеться покриття видалити повністю, до чистої сталі. Є кілька способів. Перший - зняти механічно: абразивним колом на болгарці або шліфувальній машині, наждачним папером і металевою щіткою. Є ще спосіб випалити зварюванням. В цьому випадку двічі проходять електродом проходять вздовж шва. При цьому йде випаровування цинку (він випаровується при 900 ° C), а його пари дуже отруйні. Отже, ці роботи проводити можна або на вулиці, або якщо на робочому місці є витяжка. Після кожного проходу потрібно збивати флюс.

Після повного видалення цинку починається власне зварювання. При зварюванні оцинкованих труб для отримання гарного шва потрібні будуть два проходи різними електродами. Перший шов варять електродами з рутиловим покриттям, наприклад, МР-3, АНО-4, ОЗС-4. У цьому коливання мають дуже невелику амплітуду. Верхній шов - облицювальний робити ширше. Він приблизно дорівнює трьом діаметрам електрода.Тут важливо не поспішати та добре проварювати. Цей прохід використовують електроди з основним покриттям (наприклад, УОНІ-13/55, УОНІ-13/45, ДСК-50).
Детальніше про вибір електродів для інверторного зварювання читайте тут.